

Ang pangunahing layunin ng isang bottom discharge valve ay upang makamit kumpletong drainage at dead-space-free shutoff sa pinakamababang punto ng isang sisidlan. Sa mga aplikasyon mula sa sterile bioreactors hanggang sa mga crystallization tank, ang kawalan ng kakayahang ganap na maubos ang produkto ay humahantong sa cross-contamination, microbial growth, at makabuluhang pagkawala ng ani. Ang pagpili ng disenyo ng balbula—maging isang tumataas na ram, isang flush-bottom na ball valve, o isang piston-operated disc—ay direktang nagdidikta sa kalinisan at kakayahang mabawi ng isang proseso ng batch.
Disenyo ng Balbula at Geometry ng Daloy
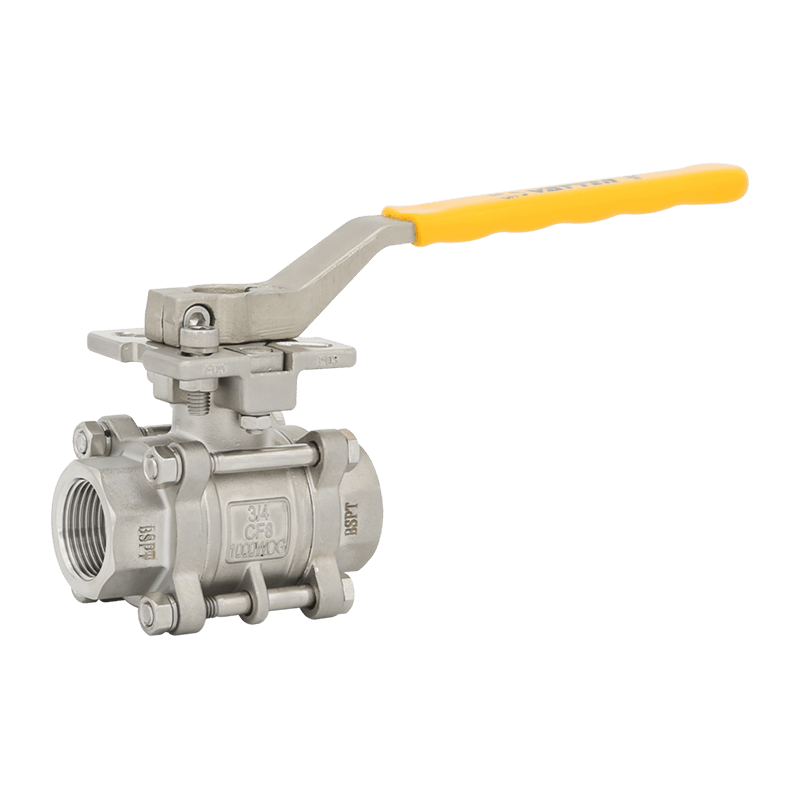
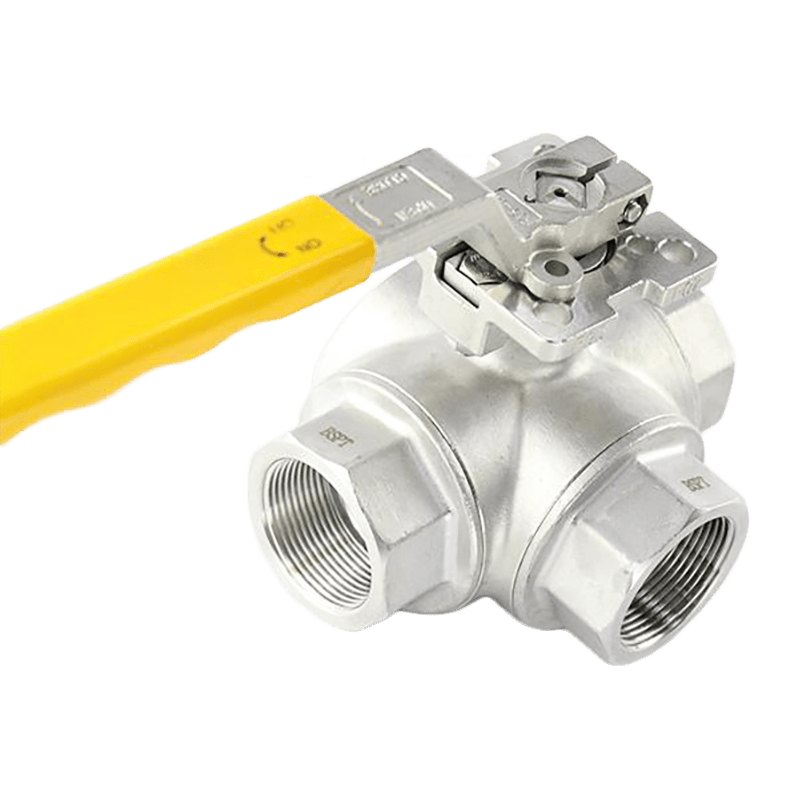
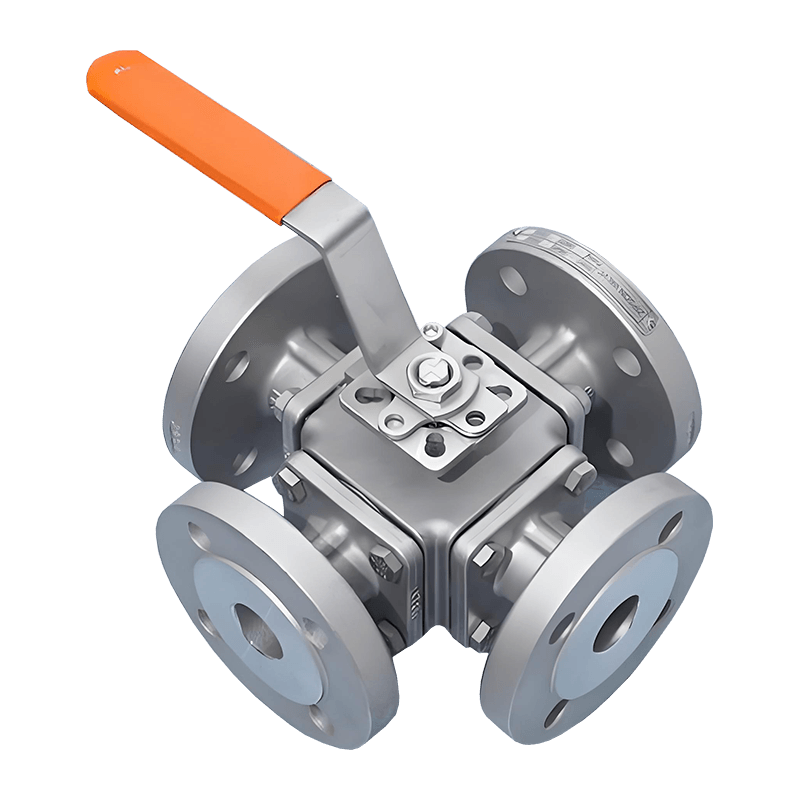
Ang pagkakaiba sa pagitan ng isang karaniwang balbula ng globo at isang espesyal na yunit ng paglabas sa ilalim ay nakasalalay sa panloob na tabas. Para epektibong gumana ang balbula sa isang drain application, ang ibabaw ng sealing ay dapat na kapantay ng loob ng sisidlan kapag nakasara. Ang tumataas na mga balbula ng ram o piston ay nagtutulak ng plug sa nozzle ng tangke, na pisikal na naglalabas ng mga solidong maaaring magtulay o humarang sa port. Sa kabaligtaran, ang mga flush-bottom ball valve ay nagtatampok ng machined cavity na, kapag isinara, ay nagpapakita ng makinis na ibabaw sa loob ng sisidlan, na pumipigil sa mga solido mula sa pag-impake sa upuan. Ang data mula sa mga proseso ng crystallization ay nagpapakita na ang isang karaniwang recessed valve ay maaaring ma-trap hanggang sa 15% ng dami ng batch sa mga patay na zone, samantalang ang isang flush-mount na disenyo ay kadalasang binabawasan ang natitirang volume sa mas mababa sa 0.5%.
Mga Teknolohiya ng Sealing at Material Science
Ang sealing integrity ng isang bottom discharge valve ay nasubok hindi lamang sa pamamagitan ng pressure differentials kundi sa pamamagitan ng akumulasyon ng abrasive crystals o sticky polymers sa closure point. Dalawang pangunahing diskarte sa sealing ang nangingibabaw sa field: metal-to-metal seal para sa matinding temperatura at polymer lip seal para sa aseptic repeatability.
Metal-to-Metal Seals
Sa mga prosesong may mataas na temperatura na higit sa 200°C, mabilis na nabubulok ang mga elastomer. Ang stellite o tungsten carbide na hard-facing sa parehong upuan at ang disc ay nagbibigay ng grind-in seal na pinahihintulutan ang thermal cycling. Ang mga tumigas na ibabaw na ito ay kadalasang nakakamit ang mga rate ng pagtagas nang kasingbaba ANSI Class V , na ginagawang angkop ang mga ito para sa mga likido sa paglipat ng init at mga tinunaw na asing-gamot. Ang pangunahing pangangailangan sa pagpapatakbo ay isang tiyak na metalikang kuwintas ng pag-andar upang matiyak na ang mga ibabaw ng metal ay malamig na dumadaloy sa isa't isa nang hindi nakakapanghina.
PTFE at PTFE Composite Seats
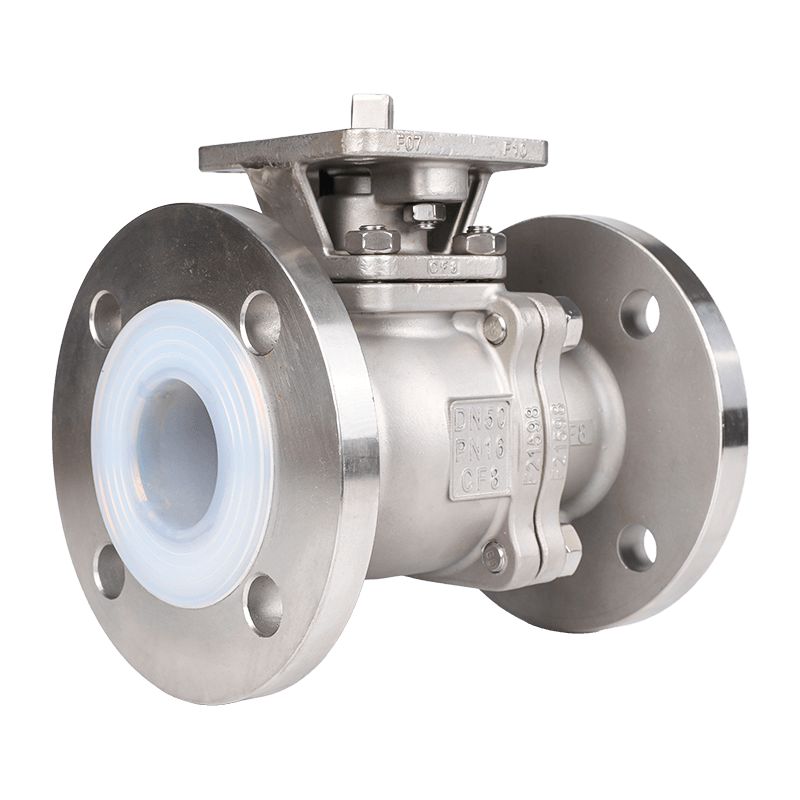
Para sa chemical corrosion resistance sa ibaba 180°C, ang binagong PTFE ay nananatiling pamantayan ng industriya. Gayunpaman, ang purong PTFE ay dumaranas ng malamig na daloy sa ilalim ng tuluy-tuloy na pagkarga. Tinututulan ito ng mga tagagawa sa pamamagitan ng paggamit ng reinforced PTFE na may filler content na 15% hanggang 25% glass fiber o carbon, na nagpapataas ng compressive strength ng humigit-kumulang 30% habang bahagyang sinasakripisyo ang chemical inertness. Ang pinakabagong henerasyon ng mga disenyo ng upuan ng PTFE na puno ng tagsibol ay lumilikha ng isang dynamic na selyo na awtomatikong nagbabayad para sa thermal contraction nang walang manu-manong pagsasaayos.
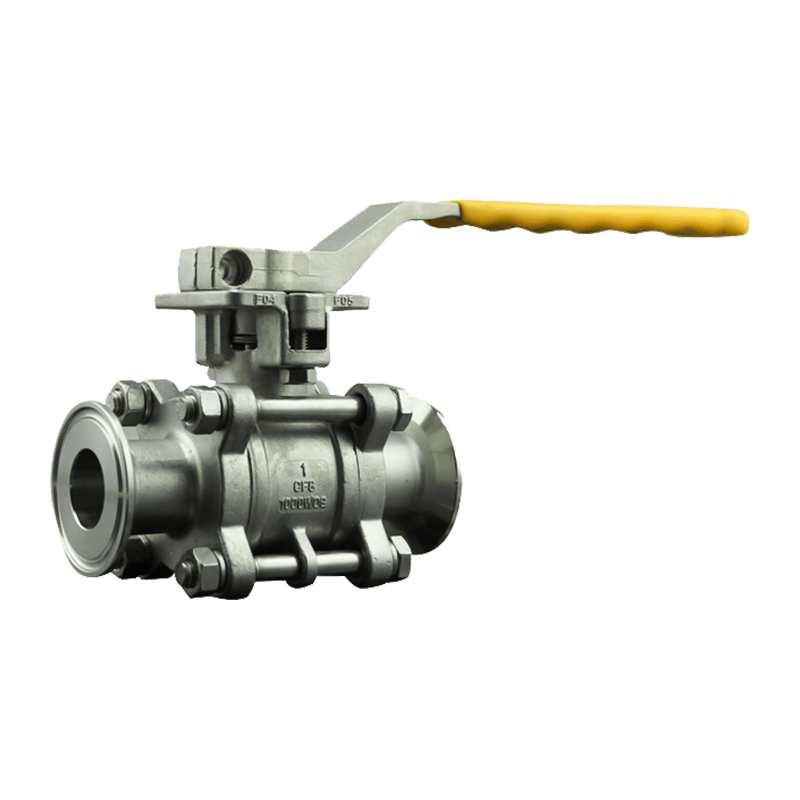
Paglilinis at Pagkakatugma sa Sterilization
Ang pagiging malinis ay ang pangunahing halaga ng driver para sa mga balbula sa paglabas sa ibaba sa mga agham ng buhay. Dapat alisin ng disenyo ang "breach space" sa pagitan ng vessel nozzle at ng sealing element. Ang mga steam-in-place (SIP) cycle ay nangangailangan ng valve body na makatiis ng paulit-ulit na pagkakalantad sa 135°C puspos na singaw walang condensate pooling. Ang balbula na gumagamit ng bellows seal sa halip na isang karaniwang disenyo ng stem packing ay maiiwasan ang panlabas na pagpasok ng kontaminasyon at magbibigay-daan para sa kumpletong pagpasok ng singaw sa paligid ng tangkay. Ang mga pag-aaral sa pagpapatunay ay nagpapatunay na ang isang bellows-sealed, flush-bottom valve ay maaaring makamit ang a 6-log na pagbabawas ng Geobacillus stearothermophilus spores sa panahon ng karaniwang 30 minutong sterilization cycle.
Ang ibabaw na pagtatapos ng mga basang bahagi ay isang kritikal na punto ng kontrol. Ang halaga ng Ra na 0.5 µm (20 microinches) o mas mataas ay pamantayan para sa mga gamot na may grade na injectable. Pinapaganda ng electropolishing ang ibabaw na ito sa pamamagitan ng pag-aalis ng mga mikroskopikong taluktok kung saan ang mga kolonya ng bakterya ay maaaring mag-angkla, pagpapabuti ng resistensya ng kaagnasan at pagbabawas ng pagdirikit ng produkto.
Aktuasyon at Kontrol sa Proseso
Ang ritmo ng pagpapatakbo ng bottom discharge valve ay kadalasang nagsasangkot ng "fail-closed" na kinakailangan sa kaligtasan. Ang mga pneumatic spring-return actuator ay ang default na pagpipilian para sa mapanganib na paglipat ng likido. Kapag nangyari ang sobrang presyon ng barko, ang pagkawala ng presyon ng hangin ay dapat na agad na pilitin ang balbula sa saradong posisyon laban sa daloy ng daloy. Nangangailangan ito ng mga kalkulasyon sa laki ng actuator na nagsasangkot sa static na presyon ng ulo ng tangke kasama ang isang kadahilanan sa kaligtasan ng 1.5 beses ang maximum na presyon ng kaugalian .
Ang kontrol ng katumpakan ng daloy nang direkta mula sa labasan ng reaktor ay lalong karaniwan. Ang isang linear rising-ram valve, kasama ng isang digital positioner, ay nagbibigay-daan sa ibabang balbula na doble bilang isang metering device para sa malapot na resin. Sa pamamagitan ng pag-profile sa stroke contour, makokontrol ng mga operator ang shear rate sa panahon ng discharge, na pumipigil sa pagkasira ng gel na nangyayari sa on/off ball valves.
Pamantayan sa Pag-install at Nozzle Engineering
Ang wastong pagsasama ng sisidlan ay nangangailangan ng tumpak na pagtutugma-machining ng pad flange. Ang kritikal na dimensyon ay ang haba sa pagitan ng panloob na diameter ng sisidlan at ng balbula na sealing face. Kung ang leeg na ito ay masyadong maikli, ang thermal expansion ng jacket ay maaaring masira ang katawan at maging sanhi ng permanenteng pagtagas. Kung masyadong mahaba, lumilikha ito ng static na hold-up ng produkto. Isang flush-grind tolerance ng ±0.5 mm ay maipapatupad sa panahon ng field welding upang maiwasan ang mismatch na ito. Ang mga naka-jacket na bottom discharge valve ay ipinag-uutos para sa mga prosesong kinasasangkutan ng sulfur, pitch, o polymer na nagpapatigas sa ibaba 100°C, na tinitiyak na ang produkto ay nananatiling mobile hanggang ang huling patak ay umalis sa nozzle.
| Uri ng balbula | Pinakamainam na Uri ng Slurry | Karaniwang Maximum Viscosity |
|---|---|---|
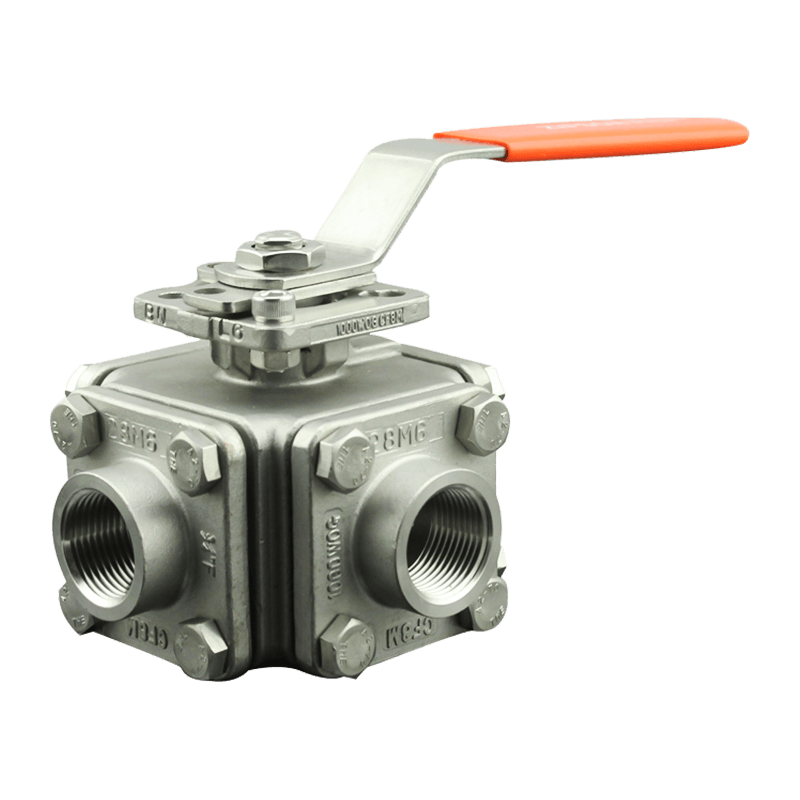
| Tumataas na Ram / Piston | Mga nakasasakit na kristal, fibrous pulp | 250,000 cP |
| Flush-Bottom Ball | Mga likidong umaagos na malayang, mga magaan na slurries | 15,000 cP |
| Disc / Diaphragm | Steril na media, bioreactor harvest | 10,000 cP |
Pag-troubleshoot ng Mga Karaniwang Pagkabigo sa Seal
Ang patuloy na pagtagas sa isang kamakailang na-serve na bottom discharge valve ay kadalasang bumabalik sa tatlong ugat na sanhi. Una, ang hindi pagkakapantay-pantay sa pagitan ng actuator yoke at ng bonnet ay nagdudulot ng side-loading sa stem, na nagiging sanhi ng hindi pantay na anyo ng malambot na upuan. Pangalawa, ang crystallized na produkto na nakalagay sa stem bushing ay naghihigpit sa puwersa ng pagsasara. Ang isang field repair protocol gamit ang mainit na solvent flushing sa halip na mechanical prying ay maaaring makasalba sa integridad ng upuan. Ikatlo, ang maling packing gland torque ay nag-compress sa stem, na pumipigil sa buong seal contact; kinukumpirma ng isang dial-indicator test sa stroke kung pisikal na naabot ng plug ang buong saradong posisyon.
Gastos sa Lifecycle
Ang pag-evaluate ng bottom discharge valve na tanging sa presyo ng pagbili ng kapital ay binabalewala ang nangingibabaw na halaga ng downtime ng maintenance. Isang heavy-duty na forged na katawan na may renewable na insert ng upuan, kahit na karaniwang nagkakahalaga 30% pa sa una kaysa sa isang cast na single-piece body, ay nagbibigay-daan sa pagpapalit ng inline na upuan nang hindi pinuputol ang weld joint. Sa loob ng limang taong buhay ng serbisyo sa isang abrasive na titanium dioxide slurry, ang kabuuang halaga ng pagmamay-ari para sa huwad na disenyo ay karaniwang 40% mas mababa dahil sa bilis ng maintenance turnaround. Ang kabuuang weld-in na disenyo ay nag-aalis ng mga flange gasket, nag-aalis ng pinakakaraniwang panlabas na leak point at binabawasan ang mga panganib sa paglabas ng pugante.